碳化钨注渗钢基耐磨产品(WCP)
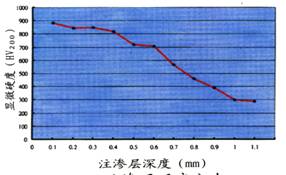
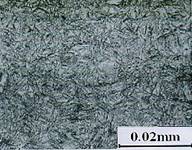
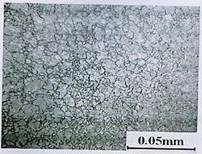
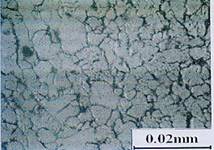
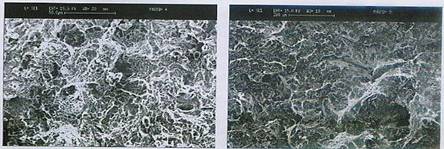
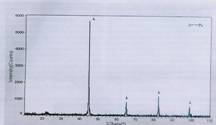
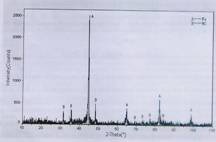
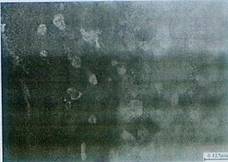
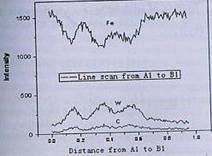
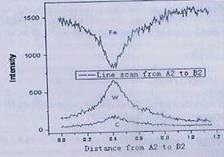
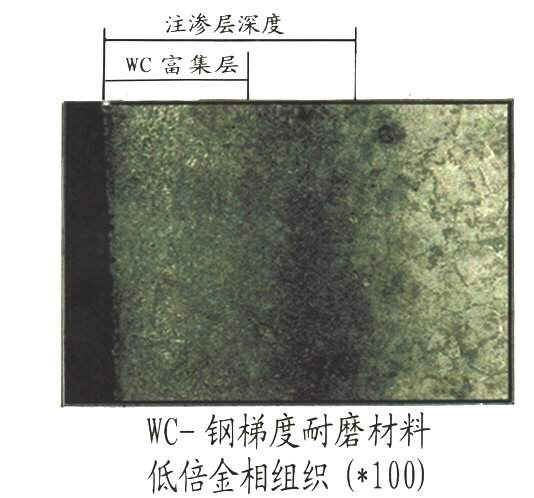
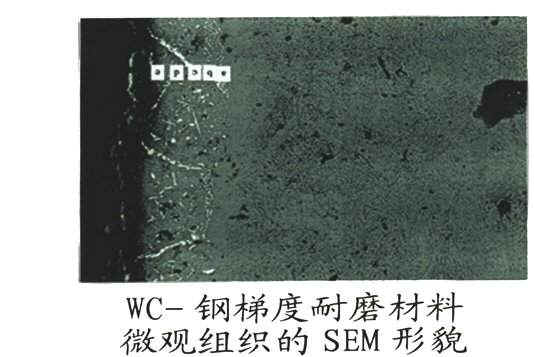
WCP是将WC注渗进钢基体表层内,改变了钢基表层内的成份和组织。WC与钢基体形成冶金结合,在表层中各自浓度成梯度变化,没有宏观界面,形成了特殊的组织结构(详见机理章中的图一,图二和图三),形成了一系列的特殊性能。
1、 神奇的耐磨性能
结构钢、合金工具钢、不锈钢等金属材料,经过离子注渗WC改性后耐磨性都能提高3-15倍。结构钢中的Q235和Q345通过注渗WC改性,其耐磨性比原Q235和Q345钢都能提高4倍以上。低合金结构钢,如20CrMo、20CrMnTi、38CrMoAl、40Cr、42CrMo等,注渗WC后,都能提高使用寿命4-6倍,比渗碳热处理、离子氮化等改性钢以及贝氏体耐磨钢提高寿命三倍以上。合金工具钢(不含高速钢)如Cr2、9CrSi、Cr12、Cr12MoV、4Cr5MoSiV1等,注渗WC后使用寿命比原淬回火热处理工具钢的使用寿命提高4-15倍,比堆焊、喷涂、激光熔敷耐磨材料提高3倍以上。许多工况下,WC改性的工具钢则能代替高速钢,其使用寿命还比淬硬高速钢提高3倍以上。各种不锈钢注渗WC后,使用寿命有很大差别,奥氏体及双向不锈钢注渗WC后的使用寿命提高2—4倍;马氏体不锈钢注渗WC后使用寿命比该钢材热处理后的使用寿命提高4-10倍。不同的钢材注渗WC后硬度提高量不相同,有的钢材注渗WC后,硬度没有明显提高,耐磨性仍然很高。注渗WC钢基体选用有淬硬能力的钢材比不能硬化的钢材使用寿命更高。在能硬化的钢材中,硬化后基体硬度HRC>50,基体硬度越高,WC的抗磨本领就发挥得越充分,耐磨性越高。总之,不论什么钢材经过高能离子注渗WC后,耐磨性都有大幅度提高,由于表层有WC“盔甲”把关,使许多由表及里的磨损奈何不得!
经上千客户实际使用证明:在各种不同工况下,WCP都具有神奇的耐磨性能。在某些工况下,WCP的耐磨性介于价格昂贵的高速钢与硬质合金之间。它在耐磨材料的选择平台中已占有了重要位置。
2、 较高的耐热抗磨性能
从低温到高温,可供使用的钢材有合金结构钢、合金工具钢、高速钢、不锈钢、耐热钢等。如果在高温下使用,还要承受剧烈的磨损,可供选择的耐热抗磨的钢材比较少。如Cr25Ni20Si2可耐热1000℃。但它在水泥回转窑的燃烧器中不耐磨。4Cr5MoSiV1,3Cr2W8V等可在800℃下使用,也有一定耐磨性,但在热锻模、压铸模、轧钢导卫轮中使用寿命又不高。WCP具有较高的红硬性、热强性和急冷急热稳定性,具有耐热又抗磨的双重功能。WCP在冶金烧结厂热筛、轧钢厂的导卫轮、水泥厂的燃烧器、铝金属压铸模、热锻模、高温风机叶片等方面已获得广泛应用。大量实践证明,与原用耐热钢材相比较,仍采用原用钢材注渗WC后,在800℃以下温度使用寿命可提高3—6倍,800℃-1000℃下使用可提高3—1倍。
3、 杰出的综合力学性能
钢铁材料经过WC改性后,表层硬度的提高随所选钢基材不同而不同,硬度提高值在HRC3-10之间;耐磨性提高3—15倍。许多钢种表面硬度不提高耐磨性照样提高若干倍。改性层的抗拉强度平均提高50%以上;断裂强度、疲劳强度以及红硬性、热强性比钢基体都有大幅度提高。工件的韧性基本由所选钢基材决定的。因此WCP实现了耐磨性、强韧性、耐热性以及抗疲劳、抗冲击性的合理组合,对材料力学性能要求不同的抗磨零部件都具有广泛的性能适应性。
4、 普遍适用的工艺性能
WCP生产工艺是:以钢铁为原材料,经机械加工制造出各种形状的零部件,通过高能离子注渗技术,在这些零部件需要耐磨的表面注渗进WC,形成高耐磨的WCP。
- (1) 凡是钢材制成的零部件都能改性成WCP,耐磨性都能提高很多。WCP对钢基材选择范围更广,灵活性更大。还可用低级钢材代替高级钢材。
- (2) WCP的形状不受限制,工件尺寸范围较宽,特大型零部件可通过焊接组装生产。零件注渗WC的位置可按客户要求进行,对客户不需要抗磨的部位,可以少渗或不渗WC。
- (3) 零部件注渗WC时不破坏表面粗糙度,也不在外表面增加厚度。通常钢基材厚度在15mm以内就能达到高耐磨效果,减轻了磨损件的重量。原用堆焊、喷涂、激光熔敷工艺生产的零部件,如改用WCP,必须把零件尺寸放大到最终尺寸。
由于剧烈磨损面磨损很快,在设计时尺寸和形位公差就比较大,这些零件注渗WC后,注渗面无需精加工。对尺寸和形位公差要求很严的磨损面或其它组立装配面,可在注渗WC后进行少量精加工获得。对一些主渗面不加工,非主渗面必须在注渗WC后进行车削、铣削或螺纹等加工的,在注渗WC时对该零件不进行热处理硬化,待加工后再进行表面热处理硬化即可。